Patent-Erteilungen in USA und EU für AIM3D
AIM3D, Wegbereiter des 3D-Drucks mit Granulaten auf Basis eines 3D-Extrusions-Druckers, wurden nun in den USA und Europa Patente erteilt. Die Erteilung von grundlegenden Patenten in den USA und Europa gewähren AIM3D weitrechenden Technologieschutz und sichern die Vorreiter- und Pionierrolle von AIM3D im Bereich kompakter dezentraler Granulat-Extruder und dem Material-Extrusionsdruck mit Hochtemperatur-Materialien. Die US-Patente beziehen sich grundsätzlich auch auf Filament-Extruder (FDM-Drucker) für Hochtemperatur- Anwendungen und High-Flow Hot Ends. AIM3D betont dazu, dass man generell offen ist für Lizenzierungen dieser Technologie.
CEM-Extruder-Düse, Düsengrößen von 0,3 bis 0,6 mm, für ExAM 255 und ExAM 510 von AIM3D.

Dr.-Ing. Vincent Morrison
CEO bei NEW AIM3D GmbH
„Wir glauben mehr denn je an unsere CEM-Technologie. Die erteilten Patente reflektieren eindrucksvoll unsere Entwicklungsleistung als Pioniere im 3D-Pellet-Druck. Diese Patente sichern unser Know-how für 3D-Pellet-Drucker ab. Gleichzeitig sind wir offen für Lizenzierungen von Marktbegleitern.“
Das Start-up AIM3D, eine Ausgründung der Universität Rostock (Deutschland), setzt seit 2017 konsequent auf 3D-Pellet-Drucker in Abgrenzung zu FDM-Druckern (Fused Deposition Modeling), die Filamente statt Granulate verarbeiten. Deutlich günstigere Materialeinstandskosten von Granulaten und die Inline-Verwertung von Regenerat-Material bilden die Grundlage für die hohe Wirtschaftlichkeit dieser AM-Fertigungsstrategie mit 3D-Pellet-Druckern. Die Entwicklungsarbeit der 3D-Pellet-Druck-Technologie schlug sich 2016 und 2018 in vier Patentanmeldungen nieder, die nun im Jahr 2023 erteilt wurden. Mit den Patenten werden, sowohl die Topologie der 3D-Druck-Extruder im Ganzen als auch technische Detaillösungen im Bereich der Granulat-Verarbeitung geschützt.
CEM-Extruder-Düse, Düsengrößen von 0,3 bis 0,6 mm, für ExAM 255 und ExAM 510 von AIM3D.

Clemens Lieberwirth
CTO bei AIM3D GmbH
„Das Voxelfill-Verfahren eignet sich natürlich besonders für den 3D-Druck von Kunststoffen und fasergefüllten Kunststoffen, ist aber auch für den 3D-Druck von Metall- und Keramik-Bauteilen im CEM-Verfahren geeignet. Generell ergeben sich Vorteile durch die höhere Baugeschwindigkeit und die schichtübergreifende Füllung.“
Patente im Überblick
Die erteilten Patente sind als EP3463799B1, EP3648946B1, US11541593B2 und US11597118B2 veröffentlicht. EP3463799B1 (Anmeldung: 27. Mai 2016) trägt den Titel: „Anlage zur Additiven Fertigung von Metallteilen“. EP3648946B1 (Anmeldung: 26. Juni 2018) bezieht sich auf: „Vorrichtung und Verfahren zur Extrusion von thermomechanisch verformbaren Materialien in Schüttgutform und Schneckenextruder kompakter Bauform“. Patent US11541593B2 (Anmeldung: 27. Mai 2016) trägt den Titel: „Extruder for a system for the additive manufacture of metal parts using the composite extrusion modeling (CEM) method”. Das US-Patent US11597118B2 (Anmeldung: 26. Juni 2018) definiert: „Device and method for the extrusion of thermo-mechanically deformable materials in bulk form, and compact screw extruder”. Die vier Patente greifen die Prioritäten zweier ursprünglich deutscher Patentanmeldungen auf und gehen teilweise noch auf die Zeit vor der Gründung von AIM3D zurück.
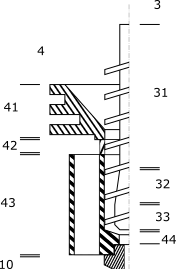
Schema der Extruder-Zonen eines CEM-Druckers aus Patent Nr. US11541593B2.
Bedeutung dieser Patente
Die thermische Trennung des Gehäuses und die Aufteilung in einen aktiv gekühlten und einen beheizten Bereich der CEM-Technologie von AIM3D schlagen sich in einer kurzen Schmelzzone und gleichmäßiger Extrusion mit hohen Bauraten (bezogen auf Düsengrößen von 0,3 bis 0,6 mm) nieder. In diesem Markt-Segment platzierte AIM3D seine Technologie und unterscheidet sich damit grundlegend von Großraum-Granulat-Druckern die mit Düsendurchmessern >1 mm arbeiten. Sichtbar wird dies nicht zuletzt in der Verarbeitung von Ultem 9085. Dieses Material, welches eine hohe Bedeutung im Luftfahrtbereich hat, kann durch die patentierten Granulat-Extruder von AIM3D materialschonend und prozesssicher bei gleichzeitig hohen Bauraten und einer sehr guten Oberflächenqualität verarbeitet werden. Die durch den Aufbau des Extruders garantierte kurze Schmelzzone verhindert eine Degradierung des Materials, welche unweigerlich zu Prozessschwankungen und Schwachstellen im Bauteil führen würde. In Kombination mit der aktiven Befüllung des Einzugsbereichs des Extruders sorgt dies für einen gleichmäßigen statischen und dynamischen Druck im Extruder, der wiederum zu gleichmäßigen Extrusionsbreiten und damit einer hohen Bauteilgüte führt. Über die Verarbeitung von metallgefüllten Composites hinaus (wie es in den Patenten namentlich erwähnt wird) erstrecken sich die anlagenspezifischen Patentansprüche auch auf die Verarbeitung von thermoplastischen Polymeren, solange die anlagenspezifischen Elemente sich in den Systemen wiederfinden und eine Verarbeitung von metallgefüllten Kompositen (z. B. MIM-Material) nicht technisch ausgeschlossen werden kann. Das US-Patent US 11,541,593,B2 „Extruder for a system for the additive manufacture of metal parts using the composite extrusion modeling (CEM) method”, beschreibt die Topologie der thermischen Trennung. Es schließt dabei zusätzlich zur Verwendung von Granulat, welches über eine Schnecke in die Schmelzeinheit eingebracht wird, ausdrücklich die Verwendung von Sticks oder Filament, die über Antriebsräder vorgeschoben werden, mit ein. Damit bezieht sich der Schutz des US-Patents grundsätzlich auch auf Hot-Ends und Extruder von Filament oder Stick-basierten Systemen, die z. B. für höhere Durchflussraten oder die Verarbeitung von Hochtemperaturmaterialien eine thermische Trennung in der Schmelzeinheit verwenden.
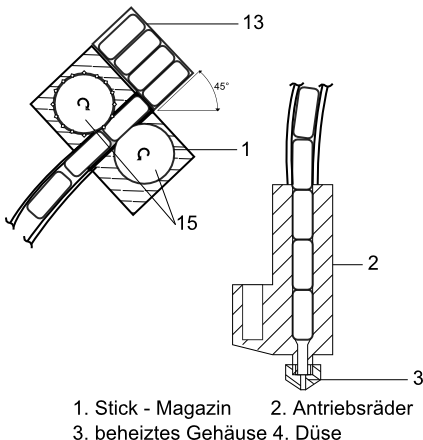
Schema von Sticks und Filamenten im 3D-Druck aus Patent Nr. US11541593B2.
Ausgangsbasis der Entwicklungsleistung
Durch den Einsatz von additiven Fertigungsverfahren konnten verschiedene Bauweisen und Geometrien gegenübergestellt und der Einfluss auf die Homogenität der Extrusions-Technologie (CEM-Technologie) und Prozessstabilität untersucht werden. Die Erkenntnisse sind in das grundlegende Extruder-Design der CEM-Extruder mittels Düse und die Anmeldung der genannten Patente geflossen. Abgebildet wurde dies in den Industrie-3D-Druckern ExAM 255 (Markteinführung 2019) und ExAM 510 (Markteinführung 2023) von AIM3D. Diese 3D-Pellet-Drucker sind zudem als Multimaterial-Drucker ausgelegt, können also Polymere, Metalle und Keramik verarbeiten. Eine ExAM 510-Anlage von AIM3D arbeitet mit einer maximalen Baurate von aktuell 150 cm³/h. Perspektivisch peilt man nach Herstelleraussagen Bauraten von 300 bis 600 cm³/h an. Verarbeitungsmengen von 1.000 bis 4.000 kg pro Jahr will man so erreichen (alle Angaben beziehen sich auf Bauteile mit einer Qualität von max. 150 µm Schichtstärke sowie dem Einsatz einer 0,4 mm Düse des 3D-Druckers und sind somit vergleichbar mit 3D-Bauteilen des Fused Deposition Modeling (FDM)). Ca. 40 3D-Industrie-Druck-Systeme konnte AIM3D bislang im Markt platzieren.
Ultem-Bauteil Lüftungsschacht von Alstom S.A. in Kooperation mit dem Unternehmen Replique.
Innovativ und disruptiv: CEM-Technologie mit hohem Wachstumspotential
Im Markt stehen sich die verbreiteten FDM-Drucker und die noch „jungen“ CEM-Drucker gegenüber. Die 3D-Pellet-Drucker ExAM 255 und ExAM 510 von AIM3D ermöglichen den Einsatz von Standard-Granulaten mit oder ohne Füllstoffe zur Generierung von belastbaren 3D-Bauteilen. Dies bedeutet eine signifikant höhere Wirtschaftlichkeit für die Anwender. Mit der Voxelfill-Strategie konnte AIM3D nun auch inhomogene Festigkeiten im 3D-Druck überwinden. Das CEM-Verfahren ermöglicht den Einsatz von unterschiedlichen Materialien: Hybride Multimaterial-Lösungen mit unterschiedlichen Voxel-Füllmaterialien und Baumaterialien für die Kontur bzw. die Struktur der Innenwände werden möglich. Auf diese Weise können die Materialeigenschaften „customized“ werden. Bauteilgewicht, Dämpfungseigenschaften, Schwerpunktmanipulationen oder Elastizitäten können, abgestimmt auf die Anwendung, dreidimensional definiert werden. Durch gezieltes selektives Füllen nur bestimmter Volumenkammern (selektive Dichten), auf Basis von FE-Simulationen, könnten die Bauteileigenschaften gezielt beeinflusst werden. So ist es mit Voxelfill möglich, nur die Bereiche eines Bauteils zu füllen, die für den Kraftfluss zwingend erforderlich sind. Im Ergebnis sind diese Bauteile von außen rein optisch „klassische“ Bauteile, auch mit allen Vorteilen für die Nachbearbeitung. Gleichzeitig erfolgt der 3D-Druck aber material- und gewichtsreduziert bis hin zum Leichtbau. Speziell beim Einsatz von faserverstärkten Werkstoffen ergibt sich durch den Einsatz von Voxelfill, eine zusätzliche Option die Fasern im Bauteil gezielt auszurichten, um die mechanischen Eigenschaften zu steigern. In der Ebene ermöglicht das CEM-Verfahren bereits sehr gute Möglichkeiten, die Orientierung der Fasern zu steuern. Diese betreffen bei der Voxelfill-Strategie die Kontur und die Innenwände des Bauteils. Durch das Einspritzen des Materials in die Volumenkammern (Befüllung der Voxel) erhält das 3D-Bauteil ebenfalls Fasern, die in der Z-Achse ausgerichtet sind und verbessert dadurch zusätzlich noch einmal die mechanischen Eigenschaften. Clemens Lieberwirth, CTO bei AIM3D: „Das Voxelfill-Verfahren eignet sich natürlich besonders für den 3D-Druck von Kunststoffen und fasergefüllten Kunststoffen, ist aber auch für den 3D-Druck von Metall- und Keramik-Bauteilen im CEM-Verfahren geeignet. Generell ergeben sich Vorteile durch die höhere Baugeschwindigkeit und die schichtübergreifende Füllung.“
ExAM 510 Serienanlage mit Ultem 9085 Bauteil.
Pluspunkt Reproduzierbarkeit der CEM-Technologie
Die ExAM 510-Anlage von AIM3D ist prädestiniert für den Einsatz in der industriellen Produktion. Entscheidend für den Aufbau eines 3D-Bauteils ist vor allem die Reproduzierbarkeit, also die Wiederholgenauigkeit des Prozesses. Für einen Anwender ist dies ein zentraler Punkt für gleichbleibende Qualität des Bauteils gerade in der Serienfertigung von kleinen und mittleren Serien. Die Reproduzierbarkeit wird vor allem durch die patentierte Granulat-Extruder-Technologie erreicht, die eine materialschonende Verarbeitung des Materials gewährleistet und die Degradierung der Polymere im Extruder minimiert. Dr.-Ing. Vincent Morrison (CEO): „Wir glauben mehr denn je an unsere CEM-Technologie. Die erteilten Patente reflektieren eindrucksvoll unsere Entwicklungsleistung als Pioniere im 3D-Pellet-Druck. Diese Patente sichern nun unser Know-how für 3D-Pellet-Drucker ab. Gleichzeitig sind wir offen für Lizenzierungen von Marktbegleitern.“
Teilen: · · Zur Merkliste